瓦锡兰10万立方油罐安装方案 <三>
安装部分
1底板安装
1.1根据图纸和《GBJ128—90》的规定绘制出底板排版图。
1.2确定油罐安装方位,使用经纬仪画出中心十字线,然后放出油罐底板外圆周线,用粉线或弧形样板放出边缘板安装线,最后放出中幅板安装线。
1.3底板铺设
基础表面画出底板安装线后,在基础表面用厚钢板铺吊车行走道路,用吊车铺板。
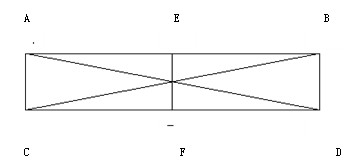
罐底板安装图 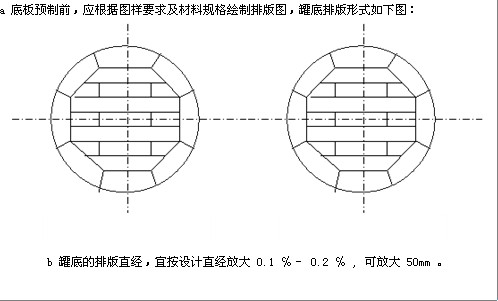
1.4先铺边缘板的垫板,然后铺设边缘板(考虑半径放大0.5%),边缘板在铺设时,应从一点开始,向两边同时进行,以减小误差累计。在铺设时,应注意边缘板对接口处的间隙为不均匀间隙。
1.5先铺中幅板的垫板,用吊车铺设中幅板的整板,最后铺中幅板的异形板(考虑焊缝收缩余量10mm)。中幅板的铺设顺序:先铺直径线上的廊下板,然后再铺幅板,遵循从中心向四周的原则进行铺设。
1.6底板间隙调整及点焊。点焊n×25(400)。
2边缘板与龟甲缝的施工
2.1在基础上用2m样板画线画出边板的外圆安装线。
2.2用弦长法画边板对接焊缝位置线及垫板安装线。
2.3安装垫板。
2.4以外侧圆周线和对接焊缝线,确定边缘板的安装位置,由一点开始安装,分别逆、顺时针相反方向铺板。
2.5调整焊口间隙及错边量并点焊。
2.6龟甲缝在底板与大角焊缝全部焊完后进行切割组对,尽量在高温时进行,同时由数组沿同一方向组对对接接头坡口形式如下图: 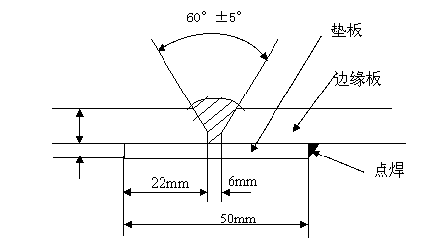
g 弓形边缘板的对接接头,宜采用不等间隙,外侧间隙 e 1 宜为 6 ~ 7mm ,内侧间隙 e 2 宜为 8 ~ 12mm ,弓形边缘板的对接接头间隙形式见下图: 
h 弓形边缘板直边切割采用半自动切割机切割,弧形段有手工氧—炔焰切割,其外缘半径按图纸计算半径放大 25mm ,边缘板间对接焊缝间隙外部较内部小 3mm 下料,边缘板预制的质量要求如下图示: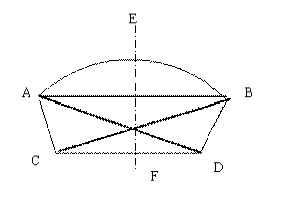
罐底板弓形边板测量部位图
、 弓形边板尺寸允许偏差 (mm) 表
|
测 量 部 位 |
允 许 偏 差 |
|
长度 AB CD |
± 2 |
|
宽度 AC 、 BD 、 EF |
± 2 |
|
对角线之差│ AD-BC │ |
≤ 3 |
罐底板中幅板下料,采用半自动切割机,下料按底板排版图尺寸进行,其预制质量要求见下图。与边缘板间对接边留存 150mm ,等焊接龟甲缝时再精确下料。中幅板尺寸允许偏差应符合下列表的要求:
中幅板尺寸允许偏
|
测量部位 |
环缝对焊 (mm) 板长 AB(CD) ≤ 10m |
环缝搭接 (mm) |
|
|
宽度 AB 、 BD 、 EF |
± 1 |
± 2 |
|
|
长度 AB 、 CD |
± 1.5 |
± 1.5 |
|
|
对角线之差 AD-BC |
≤ 2 |
≤ 3 |
|
|
直线度 |
AC 、 BD |
≤ 1 |
≤ 1 |
|
AB |
≤ 2 |
≤ 3 |
|